El teñido y acabado de textiles es un proceso complejo y sistemático que involucra materias primas, productos semiacabados, tejido, teñido y acabado final. Entre ellos, la hilada, el tejido y el teñido + estampado + acabado son tres sectores relativamente independientes.
Procesos principales en la hilatura:
- Apertura y limpieza
- Cardadura
- Peinada
- Dibujo
- Errabundo
- Hilado de anillos
Procesos principales en el tejido:
- Devanado
- Pandeo
- Apresto
- Dibujo
- Tejeduría
- Acabado de tejidos
Flujo de trabajo de teñido y acabado:
Preparación de la tela → Costura → Chamuscado → Dosificación con almohadilla fría → Desencolado, descrudado, blanqueo → Mercerizado → Preajuste → Preparación de la pasta → Impresión (pantalla plana o rotativa) → Vaporizado → Enjabonado → Fijación con calor → Tratamiento antiencogimiento → Calandrado → Inspección final y embalaje
Desglose del proceso
1. Chamuscar
Objetivo: Elimina la pelusa superficial para mejorar la suavidad, el brillo y la apariencia de la tela. Previene defectos de teñido e impresión desiguales y mejora la resistencia al pilling, especialmente en fibras sintéticas. La tela queda más limpia y nítida al tacto.
Lote de almohadillas frías: Después del chamuscado, el tejido se enfría y reposa durante más de 20 horas.
2. Desencolado, desengrasado y blanqueo
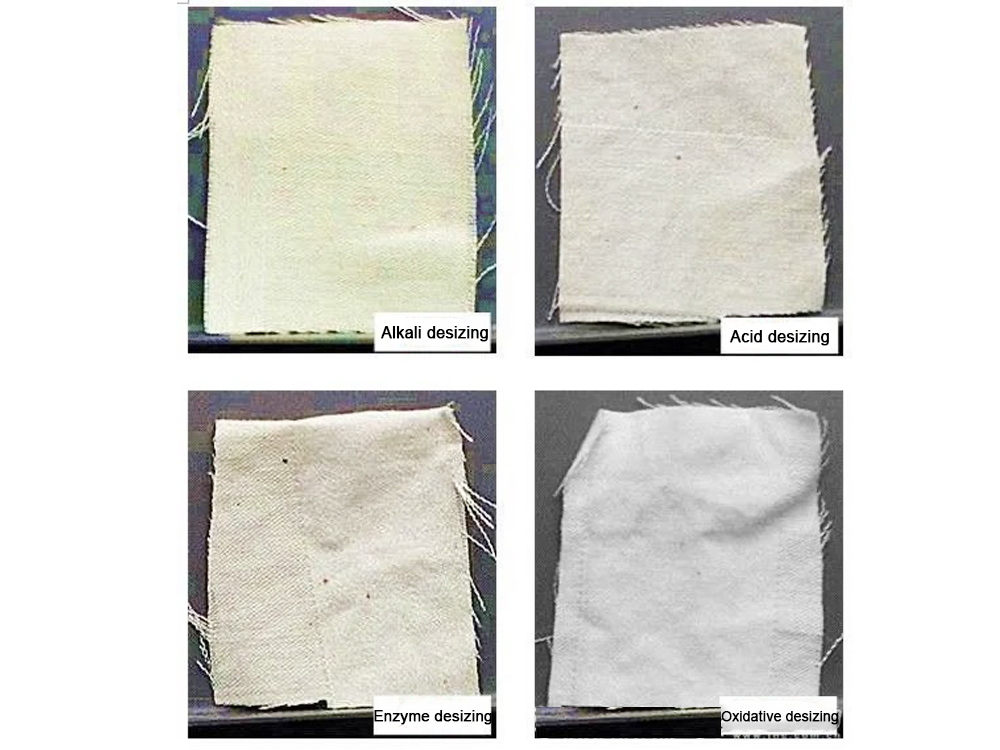
(1) Desencolado
Objetivo: Eliminar los agentes de encolado aplicados durante el tejido para mejorar la absorbencia, reducir el consumo de productos químicos y mejorar la calidad del producto final.
Métodos:
-
Desencolado con agua caliente: Eficaz para tejidos encolados con materiales solubles en agua como alginato de sodio o derivados de celulosa.
-
Desencolado alcalino: Adecuado para tamaños a base de almidón, utilizando solución de hidróxido de sodio de 10 a 20 g/L a 60–80 °C durante 6 a 12 horas.
-
Desencolado enzimático: Utiliza α-amilasa para hidrolizar el almidón sin dañar las fibras; rápido y eficiente.
-
Desencolado oxidativo: Implica peróxido de hidrógeno o perbromato de sodio; eficiente pero debe controlarse para evitar dañar la celulosa.
 (2) Fregado
(2) Fregado Objetivo: Elimina impurezas naturales como pectinas, ceras y residuos de semillas para mejorar la humectabilidad y la blancura.
(3) Blanqueamiento
Objetivo: Elimina los pigmentos naturales residuales para mejorar el brillo y preparar la tela para teñir o imprimir.
Agentes comunes: Hipoclorito de sodio, peróxido de hidrógeno, clorito de sodio.
3. Mercerización
Proceso: El tejido se hincha irreversiblemente cuando se trata con álcali fuerte, transformando la celulosa I en celulosa II.
Factores clave:
- Concentración de sosa cáustica
- Temperatura
- Tiempo de tratamiento
- Tensión aplicada a la tela
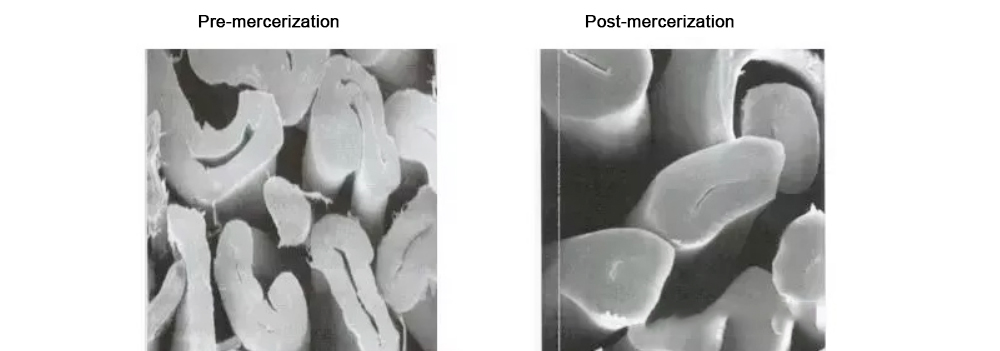
Beneficios:
- Estabilidad dimensional mejorada y contracción reducida
- Mayor absorción y captación del tinte.
- Brillo mejorado
- Propiedades mecánicas modificadas (por ejemplo, resistencia a la tracción reducida)
Tipos:
- Mercerización en seco: Se realiza a temperatura ambiente sobre tela seca. Resultados estables, pero de alto consumo energético.
- Mercerización húmeda: Se realiza sobre tela húmeda; ahorra energía y mejora la uniformidad pero requiere un control preciso de la humedad.
- Mercerización cáustica en caliente: Mejor penetración y absorción uniforme de álcali, utilizado para tejidos más pesados.
4. Preajuste (ajuste de precalentamiento)
Objetivo: Estabiliza térmicamente la estructura del tejido, elimina las arrugas y mejora la estabilidad dimensional y la suavidad de la superficie.
Condiciones críticas:
- Temperatura (lo más importante)
- Tiempo de tratamiento
- Tensión aplicada
- Uso de agentes hinchantes
Nota: Los tonos sensibles (por ejemplo, gris, verde militar, caqui) pueden cambiar de color con el calor y deben controlarse después del fraguado.
5. Teñido
Pasos básicos: Adsorción de colorante → Difusión → Fijación
Tipos de tintes comunes:
| Tipo de tinte |
Fibras adecuadas |
Ventajas |
Desventajas |
| colorantes directos |
Algodón, lino, seda, lana. |
Aplicación sencilla, bajo coste. |
Mala resistencia al lavado y a la luz |
| colorantes reactivos |
Algodón, lino, seda, lana. |
Excelente solidez al lavado |
Moderada solidez a la humedad y al ácido |
| colorantes de azufre |
fibras de celulosa |
Buena resistencia al lavado y a la luz solar. |
Mala resistencia al frote, variación de tono. |
| colorantes dispersos |
poliéster, nailon, acetato |
Ciclo corto, buen brillo. |
Sensible a la hidrólisis alcalina |
| colorantes catiónicos |
poliéster acrílico catiónico |
Tonos brillantes, fuerte intensidad. |
Profundidad limitada |
| Tintes de tina |
Algodón y otras celulosas |
Excelente solidez general |
Caro, algunos colores causan daños bajo la luz. |
Métodos de teñido:
- Teñido de hilo: Teñido de madejas, teñido de bobinas, teñido de plegador de urdimbre
- Teñido de telas: Teñido de cuerdas, teñido con plantilla, teñido con almohadilla, teñido continuo
Factores clave:
- Tiempo: Suficiente para difusión y fijación.
- Temperatura: afecta la hinchazón de la fibra, la solubilidad del tinte, la velocidad y la profundidad del teñido.
- pH: Afecta el comportamiento del tinte y la precisión del tono.
- Relación de licor: peso de la tela por volumen de agua
- Concentración de colorante: medida en g/L, afecta la intensidad y la uniformidad.
- Auxiliares y calidad del agua: cruciales para lograr resultados reproducibles

Solidez del color: Los grados van del 1 al 5, siendo 5 el mejor. Los requisitos de solidez varían según la aplicación (p. ej., ropa, textiles para el hogar, etc.).
Fuentes de luz estándar:
- D65: Luz diurna internacional (la más utilizada)
- TL84: Lámpara fluorescente para tiendas (Europa/Japón)
- CWF: fluorescente blanco frío (venta minorista/oficina en EE. UU.)
- UV: Para abrillantadores ópticos y detección fluorescente
- A: Luz de atardecer simulada, solo de referencia.
6. Vapor y enjabonado
Vaporización: Se utiliza después de la impresión (excepto para tintes de hielo y tintes solubles de tina). La vaporización favorece la absorción de humedad, la fijación del tinte y su penetración en la fibra.
Jabonado: Paso crucial posterior al vaporizado. Elimina los tintes no fijados, evita la redeposición y mejora la solidez del color mediante las acciones dispersantes, quelantes y suspensivas de los agentes jabonosos.
7. Acabado anticontracción (sanforizado)
Objetivo: Reduce mecánicamente el encogimiento del tejido causado por la tensión interna durante el procesamiento en húmedo. Ayuda a estabilizar el ancho del tejido y a mejorar la precisión dimensional.
8. Calandrado, calandrado eléctrico y gofrado
Calendario: Utiliza calor y presión para aplanar la superficie de la tela o crear líneas diagonales finas.
- Calandrado plano: Rodillos duros y suaves que dan como resultado una sensación suave y nítida en la mano.
- Calandrado suave: Dos rodillos suaves proporcionan una mano más suave y un brillo más delicado.
Calandrado eléctrico: Utiliza rodillos calientes para mejorar el brillo.
Realce: Los rodillos de metal grabados presionan patrones en la tela bajo calor y presión para lograr efectos decorativos.
Nota: Dependiendo del tipo de tejido, también se pueden aplicar procesos adicionales como afelpado, cardado, esquilado, perchado o suavizado.
9. Inspección final y embalaje
Criterios de inspección:
- Tono de color
- Ancho de la tela
- Sensación de la mano
- Espesor
- Inclinación/sesgo
- Defectos de teñido y tejido
La inspección normalmente se hace de forma manual antes del plegado y embalaje final.









